
模型:B2000-B2300
型号:B1000-B1300系列 |
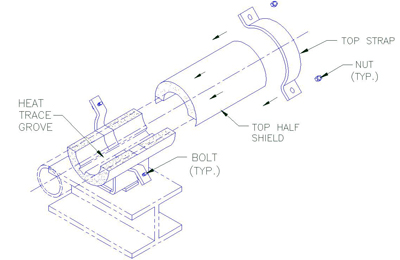
 安装步骤 1.A)如图所示在钢支撑构件上定位约束焊缝。 B)定位正确后,如图所示将约束焊件焊接到支撑钢上。 2.将绝缘屏蔽的下半部分置于底座组件中。通过以下检查确保插入物正确地位于带子上: A)护盾两端与带外缘距离(c)相等(图A)。 B)下半盾构180°截面应与支撑底座平行(图B)。 3.A)将底座组件和底部半护罩滑到管道下方。 B)将底座组件定位在约束焊件上,以允许预期的轴向移动。 注:当模型包括热迹小树林时,数量和位置可能会有所不同。与设计图纸核对准确的数量和位置。应确保伴热电缆在屏蔽槽内位置正确。 4.A)将上半部护盾滑至下半部护盾上方。 B)轻轻将顶部带置于底部带上方的位置,并将螺栓孔对齐。 5.A)安装螺栓、锁紧垫圈和螺母,并用手拧紧。为了便于螺栓扭矩,安装螺栓时螺母在顶部。 B)在螺栓上施加扭矩。选择与表1中B1000-B1300型和表2中B2000-B2300型所示的管道尺寸和机组型号对应的扭矩值。当拧紧时,建议旋转螺母而不是螺栓头,并且螺栓交叉扭矩,直到达到所需的扭矩,以获得对结构绝缘的均匀压力。 C)通过检查两耳之间的间距“b”大致相同(见图b),确保螺栓的交叉力矩正确。 注意:这些单位是专为特定的轴向和横向旅行。在拧紧螺栓之前,机组可能需要冷设置。请参见图A - A1和图b,了解该装置的推荐轴向和横向冷定说明。
|
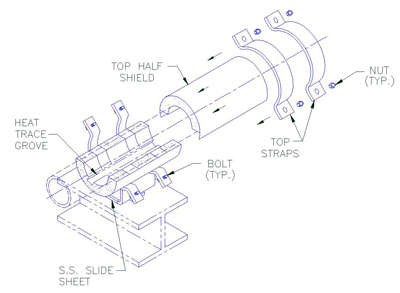 
|
|
 型号B1000 - B1300
型号B1000 - B1300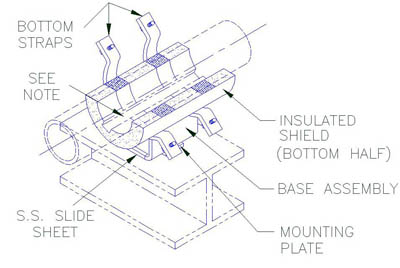

|
A)轴向冷设置:定位底座组件,使支架移动后,表带的中心线(以中心线标记)与滑动垫的中心线大致匹配。 |
||
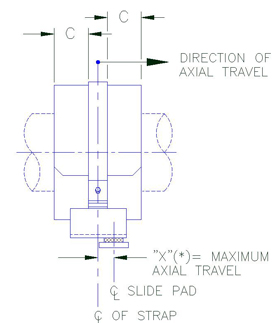 ; ;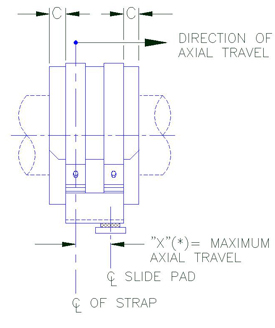
轴向冷整定 B2000- B2300型 图一个图A1 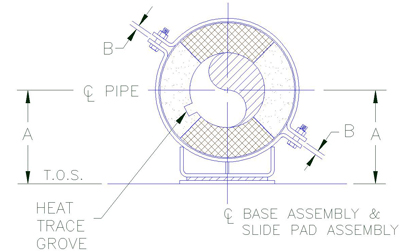
横向冷定 图B |
||
| B)侧冷设置:底座组件中心与滑垫组件中心匹配(图B) | ||
| 表1 螺栓扭矩及焊缝尺寸(W) |
||||||||
| 管的大小 |
|
|
|
|
||||
|
(英尺-磅) |
|
(英尺-磅) |
|
(英尺-磅) |
|
(英尺-磅) |
|
|
| 5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 1” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 1.5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 2” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 2.5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 3” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 3.5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 8 - 10 | 3/16” | 3 - 5 | 3/16” |
| 4” | 4 - 6 | 3/16” | 7号到9号 | 3/16” | 10 - 12 | 3/16” | 7号到9号 | 3/16” |
| 5” | 4 - 6 | 3/16” | 9 - 11 | 3/16” | 13 - 15 | 3/16” | 9 - 11 | 3/16” |
| 6” | 7号到9号 | 1/4 " | 13 - 15 | 1/4 " | 20 - 22 | 1/4 " | 13 - 15 | 1/4 " |
| 8” | 9 - 11 | 1/4 " | 18 - 20 | 1/4 " | - | 1/4 " | 18 - 20 | 1/4 " |
| 10” | 10 - 12 | 1/4 " | 研讨会 | 1/4 " | 33节 | 1/4 " | 研讨会 | 1/4 " |
| 12 " | 11 - 13 | 1/4 " | 第23 - 25 | 1/4 " | 34-36 | 1/4 " | 第23 - 25 | 1/4 " |
| 14” | 13 - 15 | 1/4 " | 代谢途径 | 1/4 " | 39-41 | 1/4 " | 代谢途径 | 1/4 " |
| 16“ | 18 - 20 | 1/4 " | 36-38 | 1/4 " | 54-56 | 1/4 " | 36-38 | 1/4 " |
| 18” | 20 - 22 | 1/4 " | 40-42 | 1/4 " | 60 - 62 | 1/4 " | 40-42 | 1/4 " |
| 20” | 研讨会 | 1/4 " | 43-45 | 1/4 " | 64 - 66 | 1/4 " | 43-45 | 1/4 " |
| 24” | 第23 - 25 | 1/4 " | 45-47 | 1/4 " | 68 - 70 | 1/4 " | 45-47 | 1/4 " |
| 26日” | 20 - 25 | 1/4 " | 百分比较 | 1/4 " | 75 - 77 | 1/4 " | 百分比较 | 1/4 " |
| 28日” | - | 1/4 " | 54-56 | 1/4 " | 81 - 83 | 1/4 " | 54-56 | 1/4 " |
| 30” | 39-41 | 1/4 " | 78 - 80 | 1/4 " | 118 - 120 | 1/4 " | 78 - 80 | 1/4 " |
| 32” | 41-43 | 1/4 " | 82 - 84 | 1/4 " | 123 - 125 | 1/4 " | 82 - 84 | 1/4 " |
| 36 " | 46-48 | 1/4 " | 92 - 94 | 1/4 " | * 138 - 140 | 1/4 " | 92 - 94 | 1/4 " |
| 42” | 52-54 | 1/4 " | 103 - 105 | 1/4 " | * 155 - 160 | 1/4 " | 103 - 105 | 1/4 " |
| 48” | 58-60 | 1/4 " | 118 - 120 | 1/4 " | * 175 - 180 | 1/4 " | 118 - 120 | 1/4 " |
* =需要A-325螺栓材料
| 表2螺栓扭矩及焊缝尺寸(W) | ||||||||
| 管的大小 |
|
|
|
|
||||
|
(英尺-磅) |
|
(英尺-磅) |
|
(英尺-磅) |
|
(英尺-磅) |
|
|
| 1” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 1.5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 2” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 2.5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 3” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 3.5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 4” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 3 - 5 | 3/16” |
| 5” | 3 - 5 | 3/16” | 3 - 5 | 3/16” | 6 - 8 | 3/16” | 3 - 5 | 3/16” |
| 6” | 3 - 5 | 1/4 " | 7号到9号 | 1/4 " | 10 - 12 | 1/4 " | 7号到9号 | 1/4 " |
| 8” | 3 - 5 | 1/4 " | 9 - 11 | 1/4 " | 13 - 15 | 1/4 " | 9 - 11 | 1/4 " |
| 10” | 5 - 7 | 1/4 " | 10 - 12 | 1/4 " | 16日至18日 | 1/4 " | 10 - 12 | 1/4 " |
| 12 " | 6 - 8 | 1/4 " | 11 - 13 | 1/4 " | 17日至19日 | 1/4 " | 11 - 13 | 1/4 " |
| 14” | 7号到9号 | 1/4 " | 13 - 15 | 1/4 " | 20 - 22 | 1/4 " | 13 - 15 | 1/4 " |
| 16“ | 9 - 11 | 1/4 " | 18 - 20 | 1/4 " | - | 1/4 " | 18 - 20 | 1/4 " |
| 18” | 10 - 12 | 1/4 " | 20 - 22 | 1/4 " | 30 - | 1/4 " | 20 - 22 | 1/4 " |
| 20” | 11 - 13 | 1/4 " | 研讨会 | 1/4 " | 尺码 | 1/4 " | 研讨会 | 1/4 " |
| 24” | 11 - 13 | 1/4 " | 第23 - 25 | 1/4 " | 34-36 | 1/4 " | 第23 - 25 | 1/4 " |
| 26日” | 13 - 15 | 1/4 " | 25日- 27日 | 1/4 " | 38-40 | 1/4 " | 25日- 27日 | 1/4 " |
| 28日” | 13 - 15 | 1/4 " | - | 1/4 " | 40-42 | 1/4 " | - | 1/4 " |
| 30” | 20 - 22 | 1/4 " | 39-41 | 1/4 " | 59 - 61 | 1/4 " | 39-41 | 1/4 " |
| 32” | 研讨会 | 1/4 " | 41-43 | 1/4 " | 62 - 64 | 1/4 " | 41-43 | 1/4 " |
| 36 " | 第23 - 25 | 1/4 " | 46-48 | 1/4 " | 69 - 71 | 1/4 " | 46-48 | 1/4 " |
| 42” | 代谢途径 | 1/4 " | 52-54 | 1/4 " | 78 - 80 | 1/4 " | 百分比较 | 1/4 " |